
Intro
Unlock the power of process sensing technologies to boost efficiency in industrial operations. Discover 7 cutting-edge methods, including temperature, pressure, flow, and level sensing, that enhance process control, optimize resource allocation, and reduce downtime. From predictive maintenance to real-time monitoring, explore the benefits of integrating these technologies into your workflow.
In today's fast-paced industrial landscape, optimizing efficiency is crucial for maintaining a competitive edge. One way to achieve this is by leveraging process sensing technologies, which enable real-time monitoring and control of various industrial processes. By harnessing the power of these technologies, manufacturers can significantly improve their operations, reduce costs, and enhance product quality.
The importance of process sensing technologies cannot be overstated. By providing accurate and reliable data, these technologies help manufacturers make informed decisions, identify potential issues before they become major problems, and optimize their processes for maximum efficiency. Whether it's monitoring temperature, pressure, flow rate, or other critical parameters, process sensing technologies play a vital role in ensuring the smooth operation of industrial processes.
In this article, we will explore seven process sensing technologies that can help boost efficiency in various industries.
1. Ultrasonic Sensing Technology
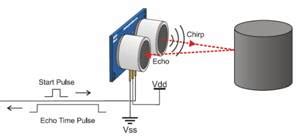
Ultrasonic sensing technology uses high-frequency sound waves to measure distances, levels, and velocities in various industrial applications. This non-invasive technology is particularly useful in situations where physical contact with the process material is not possible or desirable. By providing accurate and reliable measurements, ultrasonic sensing technology helps manufacturers optimize their processes, reduce waste, and improve product quality.
Key Applications:
- Level measurement in tanks and vessels
- Distance measurement in robotics and automation
- Velocity measurement in flow metering
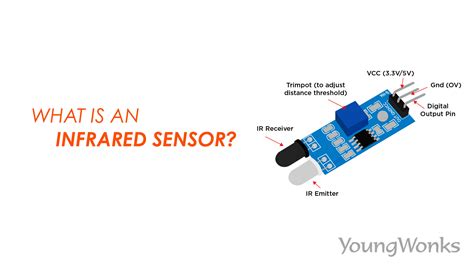
2. Infrared (IR) Sensing Technology
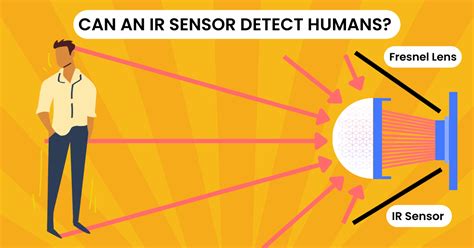
Infrared sensing technology uses IR radiation to measure temperature, moisture, and other parameters in various industrial applications. This technology is widely used in predictive maintenance, quality control, and process optimization. By providing real-time data, IR sensing technology helps manufacturers identify potential issues before they become major problems, reducing downtime and improving overall efficiency.
Key Applications:
- Predictive maintenance in electrical and mechanical systems
- Quality control in food processing and packaging
- Temperature measurement in HVAC and process control
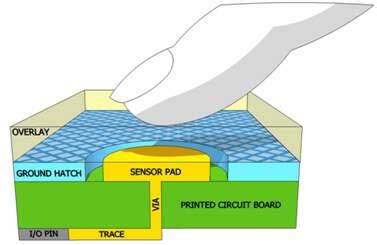
3. Capacitive Sensing Technology
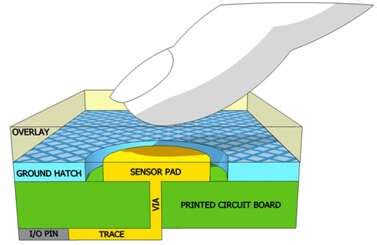
Capacitive sensing technology uses changes in capacitance to measure levels, distances, and other parameters in various industrial applications. This technology is widely used in liquid level measurement, proximity sensing, and material detection. By providing accurate and reliable measurements, capacitive sensing technology helps manufacturers optimize their processes, reduce waste, and improve product quality.
Key Applications:
- Liquid level measurement in tanks and vessels
- Proximity sensing in robotics and automation
- Material detection in food processing and packaging
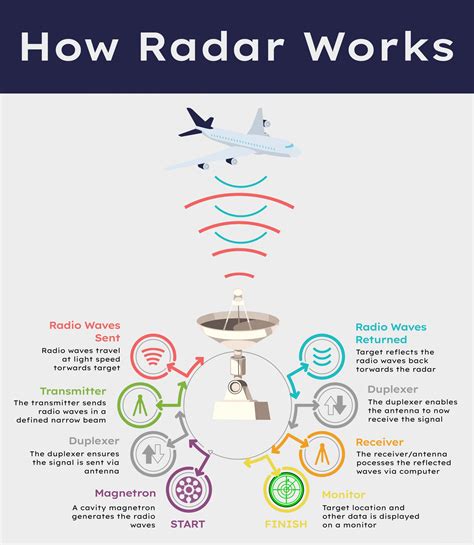
4. Radar Sensing Technology
Radar sensing technology uses high-frequency electromagnetic waves to measure levels, distances, and velocities in various industrial applications. This technology is widely used in level measurement, flow metering, and collision avoidance. By providing accurate and reliable measurements, radar sensing technology helps manufacturers optimize their processes, reduce waste, and improve product quality.
Key Applications:
- Level measurement in tanks and vessels
- Flow metering in oil and gas
- Collision avoidance in robotics and automation
5. Photoelectric Sensing Technology

Photoelectric sensing technology uses light to measure distances, levels, and velocities in various industrial applications. This technology is widely used in object detection, level measurement, and material tracking. By providing accurate and reliable measurements, photoelectric sensing technology helps manufacturers optimize their processes, reduce waste, and improve product quality.
Key Applications:
- Object detection in robotics and automation
- Level measurement in tanks and vessels
- Material tracking in logistics and supply chain
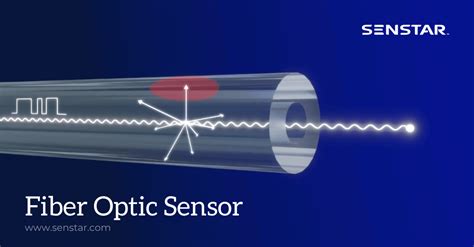
6. Fiber Optic Sensing Technology
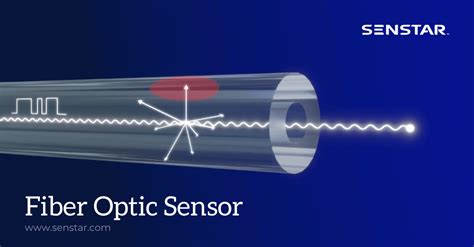
Fiber optic sensing technology uses light to measure temperature, pressure, and other parameters in various industrial applications. This technology is widely used in predictive maintenance, quality control, and process optimization. By providing real-time data, fiber optic sensing technology helps manufacturers identify potential issues before they become major problems, reducing downtime and improving overall efficiency.
Key Applications:
- Predictive maintenance in electrical and mechanical systems
- Quality control in food processing and packaging
- Temperature measurement in HVAC and process control
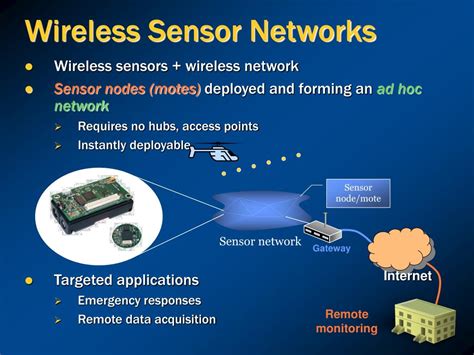
7. Wireless Sensing Technology
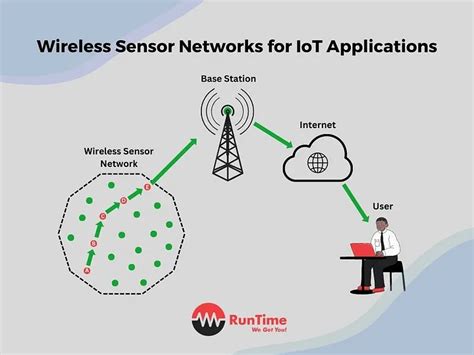
Wireless sensing technology uses radio frequency (RF) signals to measure parameters in various industrial applications. This technology is widely used in predictive maintenance, quality control, and process optimization. By providing real-time data, wireless sensing technology helps manufacturers identify potential issues before they become major problems, reducing downtime and improving overall efficiency.
Key Applications:
- Predictive maintenance in electrical and mechanical systems
- Quality control in food processing and packaging
- Temperature measurement in HVAC and process control
Process Sensing Technologies Gallery





What are process sensing technologies?
+Process sensing technologies are used to measure and monitor various parameters in industrial processes, such as temperature, pressure, level, and flow rate.
What are the benefits of using process sensing technologies?
+The benefits of using process sensing technologies include improved efficiency, reduced waste, and enhanced product quality. These technologies also help manufacturers identify potential issues before they become major problems, reducing downtime and improving overall efficiency.
What are some common applications of process sensing technologies?
+Some common applications of process sensing technologies include predictive maintenance, quality control, and process optimization. These technologies are widely used in various industries, including oil and gas, food processing, and manufacturing.
We hope this article has provided you with a comprehensive overview of process sensing technologies and their applications in various industries. By harnessing the power of these technologies, manufacturers can significantly improve their operations, reduce costs, and enhance product quality.